LÂMINAS PARA RODOS DE
IMPRESSÃO
O RODO.
O
rodo é uma peça que pode ser de madeira ou em alumínio, com uma canaleta na
parte inferior, na qual foi colocada uma tira de borracha ou poliuretano. A
parte de madeira ou alumínio, tem formato anatômico. A função do rodo é puxar a
tinta sobre o tecido, pressionando-a e fazendo-a passar pelos minúsculos furos
da trama do tecido. Originalmente, o rodo é fabricado em peças de um metro de
comprimento mas as lojas especializadas os têm à venda em diversos tamanhos ou no
tamanho solicitado pelo impressor. Existem
também as peças em alumínio, próprias para a fixação da tira de poliuretano.
As
borrachas cinzas, estão sendo cada vez mais substituídas pelas de poliuretano,
pois trazem enormes vantagem aos serígrafos, mas os rodos de borracha ainda são
muito difundidos, principalmente pelo seu baixo custo. Não podemos esquecer que
as borrachas naturais não suportam a ação dos solventes, impossibilitando o seu
uso com tintas que atacam este material.
Na
serigrafia a ação de imprimir está diretamente ligada aos seguintes fatores:
Pressão
do rodo
- Velocidade
da impressão
- Fora-contato
- Tensão
da malha
- Viscosidade
da tinta
- Características
da lâmina do rodo (dureza, dimensão e perfil)
Vamos aqui analisar este último
aspecto, ou seja as diversas propriedades das lâminas de poliuretano utilizadas
em rodos na impressão serigráfica.
A
escolha dos rodos é muito importante, e há diversas razões para optarmos por
rodos de boa qualidade. O rodo influi no consumo de tinta, na vida útil da
matriz e da malha, e na qualidade da impressão. Além disso, sua durabilidade
varia muito, e rodos duráveis e resistentes, mesmo que sejam mais caras, acabam
tornando-se econômicos por várias razões:
- Vida
útil mais longa,
- Minimização
dos problemas,
- Redução
do tempo parado, aumentando a produtividade.
Para avaliarmos o desempenho de nossos
rodos, basta verificarmos o lado de dentro da matriz durante a impressão. Se
esta área estiver molhada de resíduos de tinta, então o desempenho do rodo está
falhando de alguma maneira.
O uso
do poliuretano
Um
rodo de boa qualidade deve ser bem construído, dimensionalmente estável, e
sobretudo deve utilizar lâminas de boa qualidade. As lâminas são feitas de
elastômeros como, por exemplo, a borracha. Existe hoje uma ampla variedade de
borrachas sintéticas, com as quais se podem confeccionar lâminas para rodos de
serigrafia. Ultimamente, borrachas de poliuretano vem sendo desenvolvidadas
especialmente para este fim, levando-se me conta os requisitos necessários para
sua boa performance, como por exemplo:
* Resistência química
A ação de tintas a base de
solventes e de tintas U.V. pode reduzir drasticamente a expectativa de vida das
lâminas. Aliás, alguns dos solventes utilizados na formulação de tintas são os
mesmos usados pelos fabricantes de lâminas de poliuretano na limpeza dos
tanques de armazenagem do produto, a fim de remover os resíduos de poliuretano.
Isto demonstra que os solventes são realmente um dos grandes fatores de
desgaste dos rodos.
Atualmente as lâminas de
poliuretano usadas na serigrafia resistem a uma gama cada vez mais ampla de
tintas e solventes.
* Resistência mecânica:
O atrito do rodo contra a malha vai
gradativamente desgastando a lâmina, tornando o seu acabamento cada vez mais
grosseiro. Com o tempo, a lâmina perde a capacidade de raspar a tinta da malha.
Lâminas de qualidade superior
apresentam menor desgaste e maior resistência, mesmo quando o rodo trabalha sob
alta pressão.
* Estrutura homogenia e elasticidade
uniforme:
Quanto mais homogenia for a estrutura
do material, mais uniforme será a elasticidade, e mais perfeito será o contato
entre o fio da lâmina e a matriz ao longo de todo o comprimento do rodo.
Isto resulta em impressões de primeira
qualidade, mesmo nos casos mais difíceis.
* Estabilidade durante a armazenagem:
Lâminas de poliuretano são muito resistentes
ao tempo e não perdem sua elasticidade natural quando armazenadas a temperatura
ambiente em lugares secos. Seu escurecimento sob influência da luz é um
fenômeno natural do poliuretano e não altera sua qualidade.
SELECIONANDO UMA LÂMINA
DE POLIURETANO PARA SEU RODO
Dureza:
Ao se escolher uma lâmina para os
rodos de impressão, a primeira tarefa é determinar a dureza desejada. A dureza
é uma grandeza que expressa o quanto a estrutura da lâmina é fisicamente dura,
ou seja, resistente à penetração de uma agulha.
Os valores de dureza são geralmente
medidos em “Shore A”, em serigrafia são
usadas de 50A a 95A. Estes valores são medidos através de um instrumento
denominado durômetro, dentro de padrões regidos pela norma ASTM. Para
simplificar a questão, vamos denominar as durezas da seguinte forma: 60A –
macio, 70A – médio, 80A – duro e 90A – extra duro.
Existem outras escalas de dureza, mas
está é a mais comum. Os valores são baseados em leituras feitas com o
durômetro, aparelho de medição muito similar a um tensiômetro, que,como este
deve ser calibrado anualmente.
A escolha da dureza é normalmente
feita em função do substrato a ser impresso e da malha utilizada nesta
impressão.
Por exemplo, se o substrato a ser
impresso apresenta uma superfície irregular ou áspera, e requer uma malha
aberta para sua impressão, recomenda-se uma lâmina de dureza entre 60 e 70
shore para esta tarefa. Entretanto se, o substrato é macio e a malha bem
fechada, a dureza deve ficar entre 80 e 90 shore.
Apesar de existirem todas estas
variáveis, rodos com lâminas de dureza 70 shore ainda são as mais utilizadas.
Por quê? A tarefa do rodo é cortar a tinta, fazendo-a passar através da malha.
A lâmina precisa ser rígida o suficiente para isto, porém macia o bastante para
se ajustar ao contorno da matriz. Uma lâmina de dureza média, como a 70 shore,
permite ao impressor um pouco das duas coisas, já que não é tão dura ao ponto
de dificultar a impressão manual, nem tão macia a ponto de não cortar a tinta.
Entretanto, a tinta é um fator
determinante na seleção da dureza da lâmina. Tintas mais agressivas, como
tintas U.V., causam mais danos às lâminas que uma tinta a base de água ou um
plastisol, por exemplo. Se a lâmina for mais dura, sua resistência a solventes
também será maior. Por isso, a fim de minimizar o inchaço e a fragilização
causados pela ação química, convém usar uma dureza maior.
A escolha da lâmina ideal para seu
rodo também vai depender da máquina impressora a ser utilizada. Rodos mais
duros são mais indicados quando a impressora trabalha em alta velocidade. Do
contrário, o desgaste da lâmina seria muito grande. Já para máquinas que
trabalham com baixa velocidade e/ou baixa pressão sobre o rodo, é melhor usar
uma lâmina mais macia. O mesmo vale para
impressões manual ou máquinas semi automáticas.
Quanto mais dura for a lâmina, menor
será o seu coeficiente de fricção e menor será a abrasão.
A dureza também afeta diretamente o
modo como a tinta é depositada sobre o substrato a ser impresso. Uma lâmina
macia vai depositar uma camada mais espessa de tinta que uma lâmina dura. Por
isto, deve-se preferir um rodo mais macio se a intenção é imprimir uma área
chapada ou qualquer imagem com mais cobertura.
As cores das lâminas de poliuretano
funcionam como um código para identificação da dureza. Entretanto, não existem
um padrão para estas cores. Por isto, o único meio seguro de se identificar uma
lâmina é através de um durômetro.
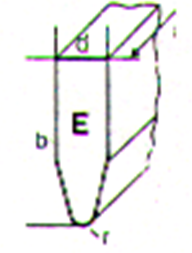
Perfil:
Existem no mercado diversos perfis de
lâminas para rodos de impressão. O perfil da lâmina influi decisivamente na
espessura da camada de tinta depositada e na eficiência do rodo sobre
diferentes tipos de substratos.
Os perfis geralmente encontrados no
mercado são o retangular e o chanfrado em “V”. Outros tipos menos comuns são o
retangular de bordas arredondadas, o arredondado, o diamantado, o de gola em
“T” e o perfil de chanfro simples.

Rodos de perfil retangular são os mais
comuns, e amplamente utilizados em impressão de superfície planas em geral,
inclusive têxtil. São absolutos na impressão manual. Rodos de perfil
arredondados se limitam ao uso em indústrias têxteis, em casos onde se quer um
depósito de tinta mais pesado.
Já os rodos chanfrados são típicos da
impressão em superfícies cilíndricas, em que geralmente a definição dos traços
e contornos é muito importante. Geralmente se usam os chanfrados em “V”, cuja
performance em máquinas de alta velocidade é melhor. Os de chanfro simples
podem ser preferidos quando se imprime sobre substratos muito rígidos.
Alguns serígrafos preferem arredondar
ligeiramente os rodos, a fim que melhor corta a tinta ainda é o perfil
retangular,graças justamente a precisão de seu fio. Na verdade, um perfil
arredondado não é capaz, de, propriamente, cortar e transferir a tinta, e acaba
simplesmente lançando tinta através da malha.
Uma maneira de se comprovar este
princípio é observar a área interna da matriz durante a impressão, e verificar
se esta área continua molhada de tinta
após a passagem do rodo, o que não deve acontecer. Certamente uma lâmina de
perfil retangular cujo fio esteja em perfeita ordem, a área interna da matriz
ficará limpa após a passagem do rodo.
Em poucas palavras, perfis
arredondados em geral não são recomendados, devendo ficar seu uso restrito a
aplicações muito específicas, onde só o que importa é um pesado depósito de
tinta.
Há que se lembrar que em serigrafia
existem muitas variáveis envolvidas no processo, e que podem ser mudadas a fim
de ser atingir um determinado resultado,
tais como viscosidade da tinta, número de fios e tensão da malha, e distância
de fora-contato.
O perfil do rodo e sua utilização:
Perfil A – 90º de uso universal para
impressão, normalmente usado com inclinação de 45 º
Perfil B - Chanfrado, com base plana,
especial para impressões em superfícies cilíndricas (para imprimir frascos
cilíndricos, canetas, etc).
Perfil C -
de 75º, simples, chanfrado de um lado só, é especialmente adequado para máquinas de impressão automática.
Perfil D -
Utilizado para obter alta cobertura ou espessura de camada, sendo recomendado para tintas de alta viscosidade e para impressão em tecidos.
Perfil E -
Idêntico ao perfil D, com uma única diferença de ser usado para impressão
com tela mais fechadas.
Perfil F - Com a mesma aplicação do perfil B.
Porém, a elevada pressão é conseguida por contato do chanfro pontiagudo. Usado em máquinas automáticas para Pressão em superfície cilíndrica.
Dimensões:
Variam conforme as necessidades do
impressor. As mais comuns são 5 x 25 mm e 9 ½ x 50 mm.
Manutenção e armazenagem
A adequada manutenção dos rodos é
vital para se manter a qualidade da impressão. Esta manutenção implica em
cuidados a serem tomados tanto durante a impressão, como durante a limpeza e
afiação das lâminas, bem como em sua armazenagem.
Impressão:
Com relação a impressão, o principal
cuidado é o de evitar a fadiga do poliuretano.
Por exemplo, quando o rodo estiver imprimindo uma tinta particularmente agressiva, o correto é trabalhar no
máximo quatro horas com cada lado da lâmina. Outra forma de se ter este cuidado
é Implementar um rodízio de lâminas,
substituindo no rodo a lâmina que já está fadigada por outra que estava em
repouso, de forma que nenhuma lâmina trabalhe mais do que quatro horas. Este
procedimento evita a fadiga, química do material e proporciona a lâmina de
poliuretano uma durabilidade muito maior. Se usarmos as lâminas até a fadiga, o
inchaço e o encurvamento não desaparecerão mais, resultando em perda de dureza,
envelhecimento precoce e dificuldade de afiação. Se um acúmulo de tinta começar
a se formar no lado de dentro da matriz, está na hora de trocar a lâmina. Uma
vez fatigada, a lâmina leva de 24 a 48
horas para se recuperar. Só depois deste período poderá ser afiada e voltar ao
trabalho.
Limpeza:
Para melhor conservação dos rodos, observe
os seguintes aspectos com relação a sua limpeza:
- Nunca
deixe a tinta secar sobre a lâmina de poliuretano. Limpe-a imediatamente.
- Use
somente solventes diluídos para limpar as lâminas. Ou algum solvente pouco
agressivo.
- Nunca
deixe os rodos mergulhados em um solvente, ou exposto a ele por [períodos
prolongados, mesmo que seja um solvente diluído ou pouco agressivo.
- Use
luvas e um pano de limpeza para limpar as lâminas.
- Antes
de usar um solvente novo, teste-o em um pedaço pequeno da lâmina a fim de
conhecer sua ação sobre ela.
Obeserve
aspectos como inchaço e amolecimento do poliuretano.
- Tenha
em mente que os efeitos causados por diferentes solventes podem ser
imprevisíveis. Por isto, evite mudanças.
Os seguintes solventes são
extremamente agressivos e não deveriam ser utilizados na serigrafia:
Ciclohexanona, Isoforona,
Metil-Etil-Cetona (MEK), Acetado de Etila Etoxilado, Acetona, dentre outros,
que incluem os hidrocarbonetos clorados e familias de vinilpirolidonas e
butirolactonas.
Após a limpeza, deixe o rodo descansar
por 24 horas, para que os solventes possam se evaporar.
O inchaço causado pela absorção de
solventes provoca rupturas nas cadeias de moléculas do poliuretano, levando ao
seu enfraquecimento. Este efeito é reversível, e se reduz em 75 a 85% em um
prazo de 24 horas. Por isto, este descanso é tão imoportante.
Afiação:
A afiação pode ser feita através de
abrasão (lixamento) ou de corte. A afiação com ferramentas de corte é feita com
facas de corte a frio ou a quente, e é pouco comum em nosso país.
A afiação por abrasão pode ser feita
com uma lixa ou um esmeril. Este tipo de afiação só deve ser feita depois de o
rodo descansar por 24 horas. Caso isto não seja observado, além dos danos que a
abrasão pode causar a uma lâmina impregnada de solvente, há o risco de
explosão, poi o atrito gera faíscas. Para fazer a afiação, use uma lixa fina,
de 180 mesh, e baixa velocidade. Tente não tirar mais do que dois ou três
décimos de milímetro de material, suficientes para acertar o fio. Para
finalizar, faça um polimento com uma lixa finíssima, de cerca de 320 mesh.
Alguns tipos de poliuretano têm mais
facilidade para a abrasão e outros para o corte, simplesmente porque alguns são
mais elásticos que outros. Às vezes, a abrasão pode degenerar em fusão, e a lâmina
se derrete ao invés de afiar. Isto ocorre com certos tipos de poliuretano
quando colocados sob pressão em um esmeril.
Em outras palavras, a afiação pode ser
feita de diversas maneiras, sob condições diferentes, e isto pode ter um efeito
imprevisível sob a lâmina. Por isto, a melhor maneira de se escolher o método
de afiação é testando. Para tanto, o ideal é procurar uma empresa especializada
na prestação deste tipo de serviço, mandar afiar rodos e verificar o resultado
final na própria impressão.
Um aspecto a ser considerado na
afiação é a perda de material. Esta perda vai afetar a altura da lâmina, e
dependendo do tipo de cabo ou máquina impressora, se o encurtamento da lâmina
chegar num certo limite, esta não mais poderá ser afiada. As lâminas com 50 mm
de altura chegam a ser afiadas até o limite de 40 mm, por exemplo. Esta
tolerância é menor em certos ramos como indústrias eletrônicas e CDs. Há que se
lembrar que a flexibilidade da lâmina não depende só de sua dureza, mas também
de suas dimensões (espessura e altura) e de quanto dela está fora da parte fixa
do cabo. Por isto, este encurtamento decorrente das contínuas afiações acabam
por alterar as características de flexibilidade da lâmina, o que pode alterar o
depósito de tinta.
Armazenagem:
Após a limpeza, guarde os rodos na
horizontal, com as lâminas voltadas para cima. Mantenha-os em um local arejado,
a fim de facilitar a evaporação dos solventes.
Este local de armazenagem deve
permitir que os rodos possam ser mantidos aí por pelo menos 24 horas, para o
seu descanso. Para que isto funcione, desenvolva um sistema de rodízio entre os
rodos que estão na produção e os que estão em descanso, e controle o horário de
entrada e saída de cada rodo na produção e no descanso.
Com o tempo, a ação dos solventes pode
diminuir a dureza da lâmina. Por isto, lâminas muito antigas podem já não ser o
que eram antes, em termos de dureza, tendo que ser utilizados em outras
impressões.
Para as lâminas novas, os cuidados com
armazenagem são exatamente os mesmos, ou seja, mantê-las deitadas na horizontal
em um local plano, seco e resco. O fato de os fabricantes enrolarem as lâminas
tem por única finalidade facilitar seu transporte. Elas devem ser desenroladas
e colocadas na horizontal tão logo estejam no almoxarifado do usuário. Outros
cuidados:
- Não
arraste sobre superfícies ásperas, para não danificar o fio.
- Evite
seu contato com qualquer produto químico.
- Nunca
as deixe sob o sol.
As últimas novidades
Uma das maiores inovações dos últimos
anos foi o conceito de lâminas de múltiplas camadas. A idéia é ter uma camada
mais dura no interior da lâmina. E por quê? Para que os impressores que
trabalham com durezas mais baixas como 60 e 70 shore possam aumentar a pressão
do rodo quando for necessário, sem que isto cause uma deformação na lâmina. Com
isto, tem-se uma lâmina que é macia no contato com a matriz, mas que é rígida o
bastante para não se deformar quando submetida a uma pressão maior. Em outras
palavras, em uma lâmina de tripla dureza, como uma 70/90/70 shore, a alma dura confere
rigidez a uma lâmina macia.

Inicialmente está idéia da alma dura
fez surgir as lâminas de dupla dureza, com a face mais macia e outra mais dura,
sendo que só a face macia era usada para impressão, já que a outra servia só
para sustentação. Este modelo tinha uma deficiência: a lâmina somente podia ser
usada um uma direção, e após longos períodos de uso, acabava se curvando ou
entortando nesta direção. Para eliminar esta deficiência concebeu-se o modelo
tríplice, do tipo sanduíche, onde camada
dura fica no meio, já que ela não serve para impressão, e sim para dar
sustentação e rigidez à lâmina. O modelo tríplice permite a impressão em ambas
as direções.
Existe ainda um modelo onde a
sustentação é feita por uma placa de fibra de vidro ou composite. Mas estas
lâminas são bastante caras e de difícil afiação.
As lâminas de tripla dureza funcionam
muito bem para impressão de imagens reticuladas e policromia, pois são macias o
bastante para se adequarem a matriz e ao substrato, e rígidas o bastante para transferirem
a tinta através da malha até o substrato.
Outro parâmetro para ser levado em
conta recentemente é a altura livre da lâmina. Trata-se da altura que está fora
do suporte, ou seja, sem sustentação. Este parâmetro influi na flexibilidade da
lâmina, independentemente de sua dureza. E a flexibilidade vai influir no
depósito da tinta, o que quer dizer que esta é mais uma variável do processo
que merece ser controlada, à qual não se dava importância até pouco tempo
atrás. Para eliminar as variações de flexibilidade em função da altura livre
da lâmina, criou-se um dispositivo de sustentação que apóia a lateral de forma
que esta não se flexione.
Todas as inovações vêm com um custo,
mas também trazem vantagens. As lâminas de tripla dureza trazem benefícios,
inclusive ajudando a eliminar estas variações de flexibilidade de que falamos
acima. Porém seu custo é cerca do dobro do de uma simples dureza. Também os
dispositivos de sustentação para apoio das laterais da lâmina aumentam o preço
dos cabos de alumínio em pelo menos 40%, mas permitem que o impressor use uma
lâmina de simples dureza sem risco de deformação.
Selecionar uma lâmina
de poliuretano para impressão não é um trabalho fácil. O impressor deve ter em
conta todos os parâmetros envolvidos. Quase todas as variáveis que compõem o
processo serigráfico influem nesta escolha. Uma escolha correta deve refletir
também a qualidade do produto, e no caso das lâminas para rodos de impressão,
isto reflete diretamente no resultado final. Por isto, esta é uma escolha das mais importantes.
Eu espero que vocês tenham gostado desta matéria.
Enviem suas sugestões e criticas.
Muito obrigado!!!!
André Manzatto.